门窗加工_莒县门窗加工
1.门窗小加工厂需要投资多少?
2.铝合金门窗加工工艺流程有哪些
3.断桥铝门窗加工需要哪些设备?

随着社会的不断发展,如今断桥铝门窗在装修方面的应用越来越广泛,断桥铝门窗是用隔热断桥铝型材和中空玻璃制作而成的铝材门窗,它有着隔音效果突出、防尘防水等功能,水密性和气密性也良好,那么像这种性能如此良好的断桥铝门窗,它是如何加工制作而成的呢?对它的型材又该如何选择呢?接下来小编为大家一一解答。
断桥铝门窗加工制作:
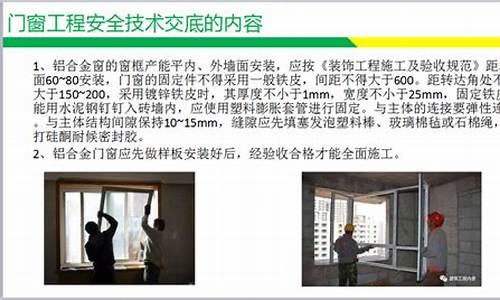
1、断桥铝门窗加工制作应在工厂内进行,不得在施工现场制作,门窗制作应符合设计和断热铝合金门窗安装及验收规范要求,断热铝合金门窗框应安装牢固门窗应推拉、开启灵活,窗台处应有泄水孔,并应设置限位装置。紧固件应符合有关技术规程的规定;五金件型号、规格和性能均应符合国家现行标准的规定。
2、推拉窗滑道上的排水孔加工应遵循内扇外孔、外扇内孔的原则,以保证门窗的密封性能,尤其是下横毛条水平朝向的推拉窗。
3、断桥铝门窗组装前,应清除端部加工毛刺,端部节点以及型材结合部必须取防水胶等密封措施,以防止结构渗水。
4、隐框窗的结构装配组合件必须在净化的室内制作和养护。
必须用溶剂清除玻璃和铝框粘结表面的尘埃、油渍和其它污物;每清洁一个构件或一块玻璃,应更换清洁的干擦布;溶剂应倾倒在擦布上,严禁擦布接触溶剂瓶口。注胶必须饱满,不得出现气泡、漏注,胶缝表面应平整光滑;收胶缝的余胶不得重复使用。
断桥铝门窗型材的选用:
a、型材壁厚:一般做家装产品,门窗厂多数选用出材率高的产品也就是壁厚比较薄的产品以降低造价,象瑞达出产的1.3厚就低于国标。国标规定:型材厚度应大于或等于1.4mm。
b、隔热条:隔热条使断桥铝型材最关键造成部分,必须使用PA66尼龙,这是国家标准规定的,但目前装修市场上很多厂家使用便宜的PVC塑料隔热条,这将严重影响产品使用寿命及安全。
c、尽量用原厂原装产品,不是二次喷涂自行穿条产品,那些可以让顾客随意挑选型材颜色的多数是二次喷涂自行穿条产品,产品质量无法与原厂原装产品相比。
看完小编给大家的介绍,相信大家都能够更为深入地了解断桥铝门窗的加工制作以及其型材的选用,对断桥铝门窗的知识有了更多的认知。断桥铝门窗是一种节能型的门窗,良好的隔音效果防止了噪音对生活的影响,有益于身心健康,但是有优点就必然会有缺点,性能如此之好,不好的一点就造价方面并不便宜,并不是物美价廉的类型。
土巴兔在线免费为大家提供“各家装修报价、1-4家本地装修公司、3套装修设计方案”,还有装修避坑攻略!点击此链接:s://.to8to/yezhu/zxbj-cszy.php?to8to_from=seo_zhidao_m_jiare&wb,就能免费领取哦~
门窗小加工厂需要投资多少?
6?、加工制作
6.1一般规定
6.1.1?铝合金门窗构件加工应依据设计加工图纸进行。
6.1.2?铝合金型材牌号、截面尺寸、五金件、插接件应符合门窗设计要求。
6.1.3?门窗开启扇玻璃装配宜在工厂内完成,固定部位玻璃可在现场装配。
6.1.4?加工铝合金门窗构件的设备、专用模具和器具应满足产品加工精度要求,检验工具、量具应定期进行计量检测盒校正。
6.2?铝合金门窗构件加工
6.2.1?铝合金门窗构件加工精度除符合图纸设计要求外,尚应符合下列规定:
1?杆件直角截料时长度尺寸允许偏差应为±0.5mm,杆件斜角截料时端头角度允许偏差应小于-15ˊ;
2?截料端头不应有加工变形,毛刺应小于0.2mm;
3?构件上孔位加工应用钻膜、多轴钻或画线样板等进行,孔中心允许偏差应为±0.5mm,孔距允许偏差应为±0.5mm,累计偏差应为±1.0mm;
4?铆钉用通孔应符合现行国家标准《紧固件?铆钉用通孔》GB/T152.1规定;
5?螺钉沉孔应符合现行国家标准《紧固件?沉头用沉孔》GB/T152.2规定;
6.2.2?铝合金门窗构件的槽口(图6.2.2-1)、豁口(图6.2.2-2)、榫头(图6.2.2-3)加工尺寸允许偏差应符合表6.2.2的规定。
表6.2.2?构件槽口、豁口、榫头尺寸允许偏差(mm)
项目abc
槽口、豁口允许偏差值+0.5
0.0+0.5
0.0
±0.5
榫头允许偏差0.0
-0.50.0
-0.5
±0.5
6.3?玻璃组装
6.3.1?玻璃支撑块、定位块安装除应符合现行行业标准《建筑玻璃应用技术规程》JGJ113规定外,尚应符合下列规定:
1?玻璃支撑块长度不应小于50mm,厚度根据槽底间隙设计尺寸确定,以为(5~7)mm;定位块长度不应小于25mm;
2支承快安装不得阻塞泄水孔及排水通道。
6.3.2?玻璃安装的内、外片配置、镀膜面朝向应符合设计要求。组装前应将玻璃槽口内的杂物清理干净。
6.3.3?玻璃用密封胶条密封时,密封胶条宜使用连续条,接口不应设置在转角处,装配后的胶条应整起均匀,无凸起。
6.3.4?玻璃用密封胶条密封时,注胶厚度不应小于3mm,粘接面应无灰尘、无油污、干燥,注胶应密实、不间断、表面光滑整洁。
6.3.5?玻璃压条应扣紧、平整不得翘曲,必要时可配装加工。
6.4?铝合金门窗组装
6.4.1?铝合金门窗组装尺寸允许偏差应符合表6.4.1的规定。
表6.4.1?门窗组装尺寸允许偏差(mm)
项目
尺寸范围允许偏差
门窗
门窗宽度、高度构造内侧尺寸L<2000±1.5<><2000±1.5<>
2000≤L<3500±2.0<><3500±2.0<>
L≥3500±2.5
门窗宽度、高度构造内侧对边尺寸差L<2000+2.0<><2000+2.0<>
0.0
2000≤L<3500+3.0<><3500+3.0<>
0.0
L≥3500+4.0
0.0
门窗框、扇搭接宽度—±2.0±1.0
型材框、扇杆件接缝表面高低差相同截面型材±0.3
不同截面型材±0.5
型材框、扇杆件装配间隙—±0.3
0.0
6.4.2?铝合金构件连接应牢固,紧固件不应直接固定在隔热材料上。当承重(承载)五金件与门窗连接用机制螺钉时,啮合宽度应大于所用螺钉的两个螺距。不宜用自攻螺钉或铝抽芯铆钉固定。
6.4.3?构件间的接缝应做密封处理。
6.4.4?开启五金件位置安装应准确,牢固可靠,装配后应动作灵活。多锁点和锁座中心位置偏差不应大于3mm。
6.4.5?铝合金门窗框、扇搭接宽度均匀,密封条、毛条压合均匀;扇装配后启闭灵活,无卡滞、噪音,启闭力应小于50N(无启闭装置)。
6.4.6?平开窗开启跟限位装置安装应正确,开启量应符合设计要求。
6.4.7?窗纱位置安装应正确,不应阻碍门窗的正常开启。
<3500+3.0<>
<2000+2.0<>
<3500±2.0<>
<2000±1.5<>
<2000±1.5<><3500±2.0<><2000+2.0<><3500+3.0<>
土巴兔在线免费为大家提供“各家装修报价、1-4家本地装修公司、3套装修设计方案”,还有装修避坑攻略!点击此链接:s://.to8to/yezhu/zxbj-cszy.php?to8to_from=seo_zhidao_m_jiare&wb,就能免费领取哦~
铝合金门窗加工工艺流程有哪些
门窗小加工厂需要投大概数万元到数十万元不等。根据查询相关公开信息显示,由于要综合各种因素,如厂房租金、购置费用、设备购置费用、原材料购费用,人员工资、水电费用等,投资门窗小加工厂大概需要数万元到数十万元不等。
断桥铝门窗加工需要哪些设备?
(1)断料。断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。断料主要使用切割设备,材料长度应根据设计要求并参考门窗施工大样图来确定,要求切割准确;否则,门窗的方正难以保证,断料尺寸误差值应控制在2mm范围内。一般来说,推拉门窗断料宜用直角切割;平开门窗断料宜用45°角切割;其它类型应根据拼装方式来选用切割方式。(2)钻孔。铝合金门窗的框扇组装一般用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。型材钻孔,可以用小型台钻或式电钻,前者由于有工作台,所以能有效保证钻孔位置的精确度;而后者是因为操作方便。 钻孔前应根据组装要求在型材上弹线定位,要求钻孔位置准确,孔径合适,不可在型材表面反复更改钻孔,因为孔一旦形成,则难以修复。(3)组装。将型材根据施工大样图要求通过连接件用螺丝连接组装。铝合金门窗的组装方式有45°角对接、直角对接和垂直对接三种。横竖杆的连接,一般用专用的连接件或铝角,再用螺钉、螺栓或铝拉钉固定。铝合金门窗的组装质量,应符合下列规定:①门窗装饰表面不应有明显的损伤。每樘门窗局部擦伤、划伤,不应超过表1的规定。②门窗上相邻构件着色表面不应有明显的色差。③门窗表面应无铝屑、毛刺、油斑或其它污迹存在。装配连接处不应有外溢的胶粘剂。④门窗框尺寸偏差,应符合表2的规定。⑤门窗框、扇相邻构件装配间隙及同一平面高低差,应符合表3的规定,上述是富轩产品制作流程。
一套加工断桥铝门窗机械设备有切割锯、组角设备、中挺铣床、打孔铣孔设备等。断桥铝门窗如果使用固定铝角码,还需要的机器有角码切割锯。断桥铝门窗主要组成部分有:(1)门窗天窗框;(2)上框门窗及天窗的上横料;(3)中挺框门窗及天窗的中间横料;(4)边框门窗及天窗的两侧边框;(5)中竖挺中间竖料;(6)下框中间竖料;(7)下框下面的横料;(8)门窗天窗扇:可开启或固定扇的总称,有上挺、下挺、中挺、边框、竖芯、斜撑、披水板、皮水条及窗台板。断桥铝门窗主型材是制作铝门窗的框、扇和组合门窗的拼接型材。断桥铝门窗机械设备型号规格有很多。根据断桥铝型材规格及门窗加工需要来选择具体型号机器。用于切割断桥铝合金型材,常用的切割角度为45°,90°.大型断桥铝门窗生产线所用的切割机为大型精/密切割锯床.切割断桥铝合金型材时,型材可以平稳地放在锯床的工作台上,截取长度和角度都比较,锯口整齐,切割速度快;而小型断桥铝合金门窗加工点所用的切割机为小型无齿锯,切割精度和效率远不及大型锯床,断桥铝门窗切割机的重要组成部分,没有这台设备则无法按照客户门窗尺寸加工生产断桥铝门窗
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。